










荷兰砂霸Timesaversint 国际有限公司2010年公布的一篇技术性报道,介绍了该公司在应用宽砂带磨削工艺对平板类工件进行大切削量试验的有关情况,有价值的信息。

当今世界上关于将材料从平面上切除的工艺已有一些成熟的技术, 每一种技术都有其自身的特点,取决于所要求的产能、表面粗糙度要求、需要切除的材料余量大小,和材料的加工难度等因素。

近期在宽砂带磨削技术上的进步,由此开启了对硬质难加工材料,诸如:钛、镍合金和钼等,进行大切削量强力磨削的可能性。
磨削/砂带磨削 /宽砂带磨削
一、研究课题的背景
在机械工程学领域已经有一些关于平面加工的成熟工艺技术,这些技术包括:铣削、拉削、珩磨、抛光、宽砂带磨削,卧轴平面砂轮磨削,以及磨料喷射加工等。每种技术都有其特点,至于最后选择哪种技术,要取决于所加工材料的性质以及客户的需求,例如:加工后的表面质量,工件尺寸的允差,单件加工成本,以及产量等。

本项关注的重点是从平面上切除大量材料的技术可行性。而研究课题是在认识和分析了在切削加工过程中存在的一个重要难题的基础上提出的,也就是切削热对工件材料性能的影响,在切削加工的领域中,加工材料的温升会导致许多问题,因而必须加以限制。传统的铣削加工和砂轮磨削都会在切削区内产生太多的局部热量。这些传统的工艺已经很难适应现代新材料的技术进步,这些新一代材料通常被称作“难加工材料”,需要使用“冷态”切削工艺技术。
二、研究试验结果
根据某一客户的特殊要求,此项研究的目标确定为,探索宽砂带磨削工艺对钛合金和其它特殊金属板材进行大切削量加工的可行性。研究工作选择了铣削、立轴端面磨削和砂带磨削等三种最常用的切削加工方式进行对比性试验。本项研究得到德国赫美斯Hermes砂带公司与客户的大力支持和紧密合作。

下面将分别从加工后的表面质量、尺寸公差、生产效率、比能耗和加工成本等五个方面,就三种工艺的试验结果对比情况具体阐述于下:

1、表面质量
表面完整性是由粗糙度、表面层金相组织的改变、加工后的微裂纹、残余应力和最终的表面视觉评估等多方面指标综合后决定的。在这个方面,砂带磨削在表面粗糙度,或是在表面视觉美观方面的试验结果数据分布都具有十分宽泛的特点。

2、加工精度
这里讨论的主要内容包括:平面度,厚度误差和平行度。在这三项加工精度方面,砂轮磨削可以说效果最好,其次是砂带磨削。当对比加工精度时铣削工艺是最差的。
可见卧轴砂轮磨削的加工精度最高,切除余量的能力最小;铣削则反之,所能达到的加工精度最低,可切除余量的能力最大;宽砂带磨削在加工精度和切除余量的能力两个方面都居第二,特别是切削能力方面与铣削相差不大。

3、生产效率
粗加工的生产效率是用户极其关注的重要因素。生产效率被定义为在一分钟内可从工件上切除的材料体积量(cm3/min)。研究表明材料的机械和物理性能是关系生产效率的重要因素。总的来说,铝和铸铁的可切削性受制于切削工具的容屑空间,而不锈钢,镍合金和钛的可切削性则受制于加工过程所产生的切削热量。砂带磨削工艺的生产效率比砂轮磨削平均要高出3倍。同时砂带磨削的材料切除率可与铣削直接抗衡。
在产品样本上所披露的有关生产效率对比的图表,据介绍试验用工件宽1000 mm,长2500 mm,厚10 mm,材质是奥氏体不锈钢;所采用的加工设备是粗加工铣床、宽砂带平面磨床和立轴砂瓦端面磨床;测试从工件表面切除厚1 mm材料所用时间;以每分钟切除的体积量cm3相比,在加工不锈钢时,砂带磨削可比砂瓦磨削节约65%的时间。
4、加工成本
成本被视为用户在选用切削技术决策过程的主要考虑因素。评估加工成本需要考虑的因素包括:工具成本、劳动力成本、能源耗费、以及机械折旧费用等。为使成本的比较相对合理,通常是以每切除一立方厘米材料所需成本来进行计算。在这方面铣削加工的成本最低,砂带磨削的成本紧随其后。立轴砂瓦端面磨削的成本相比铣削和砂带磨削,至少要高出20%。
其中工具成本砂带磨削也低于铣削,和我们在加工普通钢材时的经验相左;估计是在不锈钢,钛合金等新型材料加工时的情况有所改变的缘故。
5、比能耗
比能耗被定义为是一种在切割一个单位体积材料时所消耗的能量。
通常情况下,最好是希望比能耗低,因为这意味着工件材料将会少受切削热的不好影响,诸如受热会导致一些金相组织的改变和残余应力的增大等。同时也意味需要较少的切削力。这也就相当于更低的能量消耗,工具的磨损会更少和获得更好的加工精度。虽然很多文献记载了铣削和砂轮磨削的比能耗,但是没有资料提及砂带磨削的比能耗。
为了确保对三种切削工艺做出一个公平的比较,在三种类型的加工设备上都使用标准尺寸为长2米,宽1米的同种工件,试验结果表明对于所有的材料,铣削加工过程的比能耗最低,紧随其后的是砂带磨削。而砂轮磨削的比能耗最高,试验证实当加工不锈钢,镍合金和钛等材料时几乎要比砂带磨削高出近6倍。
砂带磨削过程摩擦耗能很小,因此工件的温升几乎为零,这个特点在加工不锈钢、镍合金和钛合金时特别重要。

三、工艺技术
为进一步的探究,注意力转向到有关砂带磨削的工艺技术上。尤其是关注加工过程中的比能耗。在对各种加工工艺作比较时比能耗被认为是最重要的因素。加工精度 ,生产效率,表面完整性和加工成本都直接与比能耗相关。加工所用的机床和砂带因此就成为主要的可变因素。
1、砂带
砂带磨削工艺很早就被认识到是一种切削效率高,而且又具有“冷态”切削特点的技术,换句话说这种技术在加工工件时不会像其他机械加工方法一样产生太多的热量。当把注意力转向砂带上的磨料颗粒时,可以发现其排列得非常整齐。 砂带制造商如今能够运用一种静电植砂技术,由此可对磨料的排列方向和分布密度实施控制。这意味着磨料较为锋利的边缘是垂直于底带上的。此外,从磨粒的微观结构中可以发现,即使真的磨钝了,崩裂掉的也只是一小部分,仍能保持理想的锋利切削角,使高效的切削过程能得以较长的延续。
与之相反,砂轮上的磨料颗粒是随机排列的,这导致了在工件上产生热量的增多。从理论上讲,切割一个单位体积材料所需的能量取决于材料的性质和所运用的机械加工工艺,而真实情况是有相当一部分能量被消耗在克服摩擦能上,摩擦能小则比能耗便小。 砂带磨削过程发生的摩擦能要比砂轮磨削小。
当讨论比能耗时(即切削能耗),以下四个方面的问题被视为影响摩擦耗能的因素:
切削角-- -由于磨粒的排列是可以控制的,因此切削角可以实现优化,以确保在切割材料的时候耗能更少。
切屑厚度---切屑愈大切削过程的耗能愈少。借助大的正前角铣削可以形成最大的切屑;而砂轮磨削所形成的切屑十分细小,两者差异近万倍,因此将消耗非常多的能量;砂带磨削得益于所产生的切屑大小介于上述两者之间,由此其耗能也是适中的。
容屑空间----这是指能容纳每个切屑暂存的空间,也反映了切屑被切割出来的难易程度,(若切屑被卡在切削工作区中,将导致比能耗的增加和工件表面质量的降低)。是否有足够的容屑空间是实现高切削量的关键。幸亏砂带上呈纵向排列的磨粒,加上砂粒间安排有合适的容屑空间,使砂带磨床能在磨削过程避免工件上切削热量的积聚。
接触长度---是指每个磨粒在切削过程与被加工表面相接触的弧线长度。希望接触长度尽可能短,部分是因为这样可以确保有效的排屑,部分是为了能有效地利用冷却乳化液。砂带磨削过程中的接触长度非常短,大约仅为一毫米长。而在用磨石进行立轴端面研磨加工时的接触长度大约要以米来计算。
2、加工机床
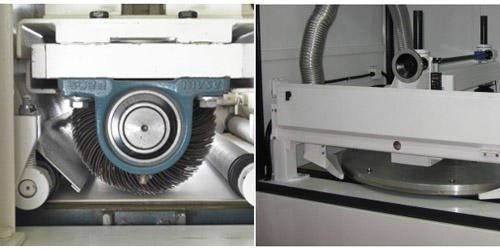
大余量切削技术的提高也得益于机械本身的创新。例如,通过修改接触辊的直径尺寸和材料,接触长度再次被缩小。固定工件的新装卡方法可使切削时的送进得以顺利进行,整个送进系统也得到全新的改进。
该公司在近期根据用户既希望材料切除能力大,又要求加工精度高,而专门新开发的龙门式宽砂带平面磨床。采用龙门固定,工作台往复运动的总体布局形式。板材可用电磁或真空两种方式固定在工作台上。为适应湿磨的需要,配有大容量的冷却液箱和精密过滤装置。据说已被多个著名跨国公司用于钛合金、inconel因科铬铁镍合金和不锈钢板材的加工,效果良好。
四、结论
随着砂带磨床的设计改进和砂带制造技术的进步,在钛,镍合金和钼等板材大切削余量加工中砂带磨削工艺已被证实是一个可行的,而又经济的选择。该技术已经被很多著名企业采用,并且显示出比其他工艺方法都好的效果。






