http://www.ouzhoujc.com
-
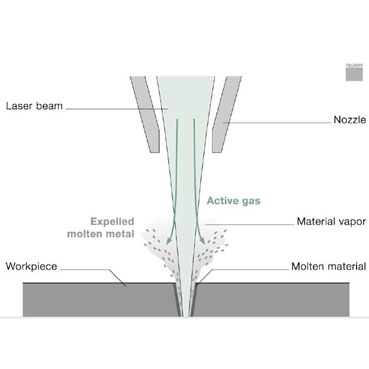
打孔
在激光打孔时,功率密度很高的短脉冲激光在很短时间内向工件传导了巨大能量。这样就使工件材料被熔化和蒸发。脉冲能量越高,被熔化和蒸发的材料就越多。在蒸发过程中,孔眼中的材料体积急剧膨胀,产生了很大的压力。这个蒸汽压力将熔化的工件材料从孔眼中推出。
-
激光气化切割
高质量的切割边缘,适于精细的切割任务。在采用这种工艺时,激光将工件材料蒸发,尽可能不产生熔体。金属蒸汽在切口中产生高压,将熔体向上方和下方排出。切割气体,即氮气、氩气或者氦气将切割表面与周围环境隔离开来,确保切割边缘不被氧化。由于这个原因,气压只需1 至 3 bar 就足够了。
-
激光熔融切割
激光熔化切割可以切割所有可熔化的材料,例如金属。在激光熔化切割时,通常使用氮气或者氩气作为切割气体。在 2 到 20 bar 压力的推动下,切割气体穿过切口。氩气和氮气都是惰性气体。这意味着,这两种切割气体不与切口中的熔化金属发生反应,而是只向下排出。同时,切割气体将切边与空气隔离。
-
氧炔切割
氧炔切割需要氧气作为切割气体。在最大 6 bar 的压力下,将氧气吹入切口。被加热的金属在切口中与氧气发生反应。氧化反应释放出大量能量,最高可达激光能量的五倍,帮助激光束实现切割。氧炔切割可以加快切割速度,并且可以加工比较厚的金属板。例如可以切割厚度超过 30 mm 的建筑用钢板。
共24条记录,每页显示20条,当前第2/2页
[首页] [上页] [1] [2] [尾页]