

说在前面:
飞机蒙皮是指包围在飞机骨架结构外且用粘接剂或铆钉固定于骨架上,形成飞机气动力外形的维形构件。飞机蒙皮与骨架所构成的蒙皮结构具有较大承载力及刚度,而自重却很轻,起到承受和传递气动载荷的作用。蒙皮承受空气动力作用后将作用力传递到相连的机身机翼骨架上,受力复杂,加之蒙皮直接与外界接触,所以不仅要求蒙皮材料强度高、塑性好,还要求表面光滑,有较高的抗蚀能力。
早期的或低速小型飞机用布(麻、棉)作为蒙皮,此时的蒙皮只能承受部分有限的气动载荷,不参加整体受力。飞机常见的蒙皮有金属蒙皮,复合材料层压蒙皮、夹层蒙皮和整体壁板等。
早期低速飞机的蒙皮是布质的,即用纺织品包裹在木质或金属框架上,并在此基础上涂覆一层不透水、不透气的薄膜以满足飞行的需要。随着飞机飞行速度、飞行高度及自身重量的增加,金属蒙皮完全取代了布质蒙皮。常规飞机的蒙皮材料主要采用高强铝、镁合金,某些高性能飞机采用钛合金或复合材料。
机翼的蒙皮
现代飞机的蒙皮广泛使用硬铝、超硬铝、铝锂合金新材料,有些飞行马赫数约为2.5的高超声速飞机使用钛合金;有些飞行马赫数约为3的飞机使用不锈钢蒙皮。夹层蒙皮由上、下两块面板和中间芯材组成,芯材有蜂窝夹芯、泡沫塑料、波纹板等。复合材料蒙皮(或壁板)由于其特殊的优异性能,被广泛地用于第四代战斗机和近些年来设计的飞机的翼面结构上。
Dufieux® 公司蒙皮镜像铣技术是大约15年前与空中客车公司合作开发的一种专用加工中心,可对三维铝蒙皮件进行双面高速减薄铣削、钻孔和修边作业。
它由两台镜像布置的六轴六联动铣床构成,它们同步运动,在夹持零件的同时两侧对称运动。一个配有铣削用电主轴,另一个则支撑一个反向支撑,始终保持工件接触,抑制加工过程中的振动。
零件被固定于灵活的夹持中,由一个带夹具的框架构成,夹具可以适应不同的形状。当在柔性加工生产线布局下,穿梭运输车允许同时管理多个部件,为多台并列主机上下料,优化了工件装载/卸载时间。
咨询电话:159 1097 4236
五轴加工技术
五轴加工之镜像铣削加工奇异区域刀具路径优化
五轴加工技术
ISO标准下,一举“拿下”五轴加工中心刀尖跟随能力评定
今天给大家介绍一下蒙皮镜像铣切系统:蒙皮镜像铣切系统是为替代化铣加工而开发的新一代蒙皮精确制造设备,具备机身蒙皮、机尾翼蒙皮等单曲面和双曲面蒙皮零件壁厚铣薄、蒙皮切边、钻孔等加工能力。SINUMERIK DGEN(Dual Generic Transformation)功能是SINUMERIK 840D sl运动学变换的一种,可实现双五轴镜像结构机床的镜像控制。
一、蒙皮制造工艺
1、飞机蒙皮结构特征
蒙皮零件是飞机的外表零件,是飞机的重要受力构件。蒙皮零件外形复杂,精度要求高,其厚度方向的精度要求达到了±0.1mm,考虑到飞机减重设计,蒙皮零件设计大量的下陷面,最薄处厚度约1mm,对于本身是复杂曲面薄壁零件的蒙皮零件,其加工工艺一直是制造领域中研究的热点,其大尺寸、弱刚性以及形状复杂使飞机蒙皮零件的数控加工成为制造业的一个难题。
2、蒙皮工件加工现状
2.1、第一代:传统工艺-化铣
飞机蒙皮工件通过拉伸成形或滚弯成形后,通常采用化铣工艺进行后续加工。化铣虽然可以解决复杂凹腔 / 凹面的加工问题,但存在化学污染、耗电量大、消耗铝材无法回收等问题。
2.2、第二代:数铣
近几年,国内多家主机厂从国外购买真空柔性吸附装置,配以五轴数控铣床加工蒙皮工件。然而真空柔性吸附装置装夹只能对蒙皮曲面进行多点离散支承夹持,在刀具对夹持点之间的悬空区域,特别是较薄蒙皮切削加工时,蒙皮会不可避免地发生颤振,铣切深度和表面粗糙度无法控制,达不到精度要求,因此仅通过柔性夹持装置和五轴数控铣床组合式加工仍无法完全替代化铣。
2.3、第三代:镜像铣
针对传统蒙皮工件加工存在的问题,一种新技术应用到蒙皮工件的加工中,即蒙皮镜像铣切系统。目前国外法国Dufieux公司和西班牙M.Torres公司研制的装备已在航空制造企业应用。国内大连理工大学、上海交通大学、天津大学、航空工业制造院等单位在双五轴镜像装置、柔性夹具乃至整机进行了研究。
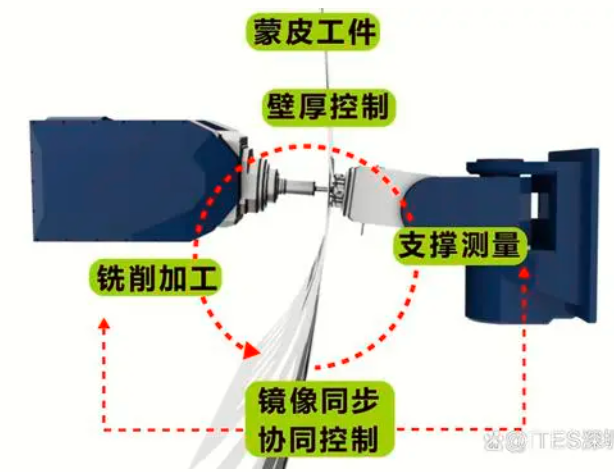
在蒙皮镜像铣切系统中,铣削刀具的位置和姿态与背部协同顶撑装置的位置和姿态时刻成镜像关系,同步协同运动,完成蒙皮加工。蒙皮镜像铣切系统可替代化铣加工步骤及所需设备,一次装夹完成蒙皮所有加工(铣面、铣下陷、铣通窗、切边、钻孔),具有高精度、小污染、能耗小的特点,可实现飞机单曲和双曲蒙皮的先进制造工艺技术。
蒙皮镜像铣切系统
二、镜像铣概述
1、蒙皮镜像铣切系统组成
蒙皮镜像铣切系统是为替代化铣加工而开发的新一代蒙皮精确制造设备,具备机身蒙皮、机尾翼蒙皮等单曲面和双曲面蒙皮零件壁厚铣薄、蒙皮切边、钻孔等加工能力。
该系统包含1台卧式 TORRESMILL机床、1台卧式TORRESMILL柔性夹具以及 1 个顶撑装置TORRESHOLDER。TORRESHOLDER顶撑装置能够在TORRESMILL机床进行蒙皮下陷铣削时,从背后对蒙皮工件进行顶撑。为了获得高柔性化,TORRESMILL机床必须与TORRESTOOL柔性夹具装置以及TORRESHOLDER蒙皮顶撑装置实现集成化和协同工作。TORRESHOLDER集成了超声波厚度在线控制和补偿系统,该系统可检测最终加工完成后的工件厚度,并可实现蒙皮加工过程厚度实时检测和补偿功能。
图6:蒙皮镜像铣切系统和TORRESTOOL柔性夹具
卧式结构的TORRESMILL铣床结合TORRESTOOL柔性夹具和TORRESHOLDER支撑装置,为蒙皮铣削工艺提供了柔性化的解决方案,对布局、工件搬运以及整体加工周期起到优化作用。
2、蒙皮镜像铣切系统加工原理
蒙皮镜像铣切系统采用8自由度的切削铣头加工蒙皮工件,5自由度的顶撑头随切削铣头同步运动实现蒙皮工件的随动顶撑加工,内置于顶撑装置内部的超声波厚度在线控制系统实时检测加工厚度并进行厚度补偿,确保加工刚性,保证加工精度。TORRESHOLDER柔性夹具与加工刀具形成镜像加工,蒙皮镜像铣切系统加工原理图下图所示。
图7:蒙皮镜像铣切系统加工原理图
卧式TORRESMILL机床包含X、Y、Z、V、W这5个移动轴和A、C、U这3个旋转轴,其中W轴 可实现100mm的主轴线性移动,V轴为主轴推头的轴向运动轴,可实现沿W方向轴向运动。U轴为防振颤装置绕刀轴旋转运动轴。为了防止蒙皮加工过程颤振,在钻孔和切通窗过程中在切削铣头上安装带有气动压力制动器的推头装置,将蒙皮工件压紧在背部TORRESHOLDER上。下图 为TORRESMILL铣头工作原理。
三、镜像铣应用现状
航空工业洪都于2013年开始试验,应用于C919前机身和中后机身蒙皮加工。在加工工艺试验和应用方面,对工艺方案、编程方法、加工参数、工装设计与刀具进行改进。在铣削机理和铣削变形研究,基于特征的蒙皮镜像铣快速编程、蒙皮自适应加工关键技术研究和应用等方面形成了成套的技术解决方案


