

技术原理
一种在电源正极性期间利用等离子弧的高能量输入实现焊缝成形,在反极性期间高效清除铝合金表面氧化膜的焊接技术。
技术特点
1)等离子弧温高达30000℃,比普通电弧高5-6倍;
2)焊接过程中无飞溅,焊缝深宽比大,铝(锂)合金单道焊接厚度可达10mm;
3)焊接能量密度高,焊缝质量高,焊接变形小,接头强度高;
4)与电弧焊相比,焊接前后的机加工成本降低60%~70%,焊材消耗降低60%~70%;
5)可灵活调节特征工艺参数,保证铝合金焊接时的阴极清理和穿孔焊,可实现高质量悬空焊。
咨询电话:159 1097 4236
设备及应用领域
在航空航天等多领域获得了广泛应用,采用该方法焊接高强度铝合金、铝锂合金,可大幅降低航天器重量。
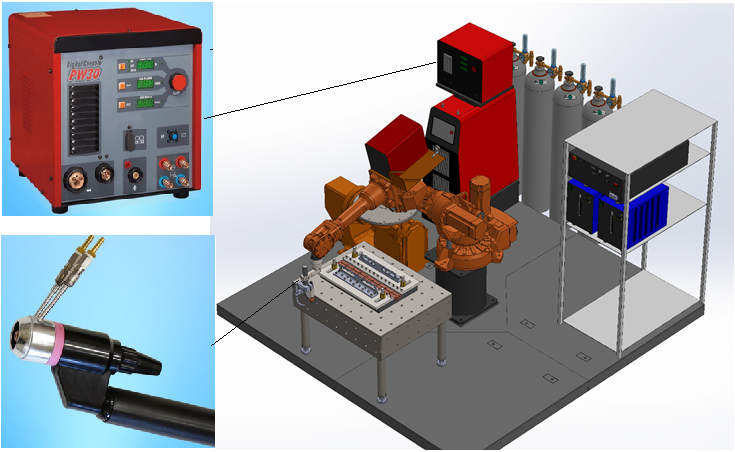
△ 机器人变极性等离子焊接设备
△ 变极性等离子焊接(VPPAW)技术与氩弧焊
△ VPPAW技术、TIG焊技术焊接10mm厚Al-6Mg合金的焊缝截面形貌
a)TIG焊:I=420A, U= 13cm/min, q= 28.64 kJ/cm
b)VPPAW: I=325A, U= 20cm/min, q= 11.36 kJ/cm
△ 用VPPAW技术焊接的载人飞船和太空燃料加注站


